Il me semble que votre estimation était plutôt bonne. Les informations requises sont uniquement le type de molette, l'étendue de la molette et le pas. Il est conventionnel de montrer le modèle représentatif, mais pas nécessairement à l'échelle réelle ou en projection. Les images suivantes sont extraites d'un manuel de dessin technique (Giesecke et al.):
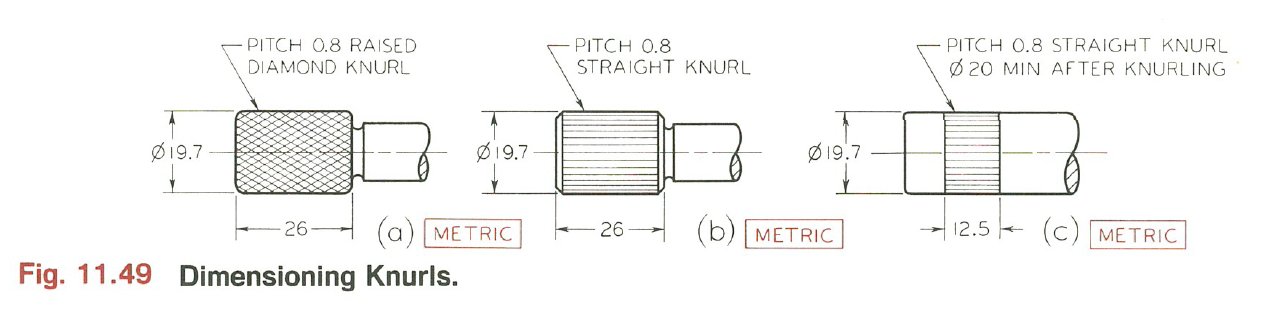
Il continue en précisant qu'il s'agit d'informations suffisantes à des fins de préhension manuelle, mais si la molette est destinée à un ajustement serré, un diamètre minimum après moletage doit être indiqué. Cela garantit qu'il y a suffisamment de bouleversement formé par le processus de moletage pour assurer que votre ajustement serré est sécurisé. Dans cette situation, il est évidemment également important d'inclure le diamètre tolérancé de la pièce avant d'appliquer la molette.
Je ne recommanderais pas d'indiquer la profondeur de la molette. Le machiniste devra probablement ajuster cela car c'est la seule option dont il dispose pour s'assurer que le motif s'aligne sur lui-même lors des révolutions successives. Tout au plus, je spécifierais une profondeur minimale, mais pas une profondeur cible ou une profondeur maximale.
Pour une question de style, je recommanderais d'appeler le molette sur la vue de face, pas sur la vue de fin il est donc plus clair à quoi il fait référence. De plus, il peut être difficile pour un machiniste de moleter jusqu'à l'épaulement à droite de la zone moletée. Si vous pouviez retenir le moletage même 1 mm, cela aiderait probablement. Vous pouvez probablement supposer sans risque que le machiniste saura uniquement moleter les faces cylindriques, pas les méplats.
Aux États-Unis, ANSI B94.6 a un système de classe de tolérance pour garantir que le pré- et le post- les tolérances OD des molettes sont compatibles, mais je n'ai vu aucune référence à la façon dont il gère les unités métriques comme vous l'avez fait.
Vous pouvez trouver un peu plus d'informations sur les molettes et la façon dont elles sont calculées et formées dans les machines Section d'usinage manuel, mais elle est très centrée sur le pouce.